How things work at a steel rolling mill facility

This web page provides complete detail of hot rolling of steel at steel rolling mills. Vivid details of the whole process including the machinery used has been provided.
Things you are going to find in this hub:
- Information on how a steel rolling mill works
- Information about machines that are employed in production process
- Rolling mill configurations
- How billet samples are taken and tested
INTRODUCTION
This winter I got a chance to visit a steel rolling facility as an internee. I stayed there for about 10 days. It was a nice experience. I learned a lot about how things work in industry as well as on the production floor. In this hub I am going to describe what I saw there and will try to explain how things work in a steel rolling facility.
This steel re-rolling facility was involved in the production of deformed, TOR and plain steel bars by hot rolling process. Billets of sizes: 75-75mm, 100-100mm and 125-125mm are rolled here. Square billets are preferred. Billets are sheared or torch cut before being pushed into the furnace by a pusher. Billets are heated to 1200 degree Celsius to prevent residual stresses. Furnace is gas-fired with capacity of 6 tons/hour. There's no need of creating special atmosphere in the furnace. Special atmospheres are only needed when sensitive processes like annealing or normalizing are carried out. There are two rolling mills: a 12" mill and an 8" mill. Final dimensions of the bar range from 20-40mm for 12" rolling mill and 10-16mm for 8' mill.
STEP BY STEP PRODUCTION PROCESS
Typical Steel Rolling Mills
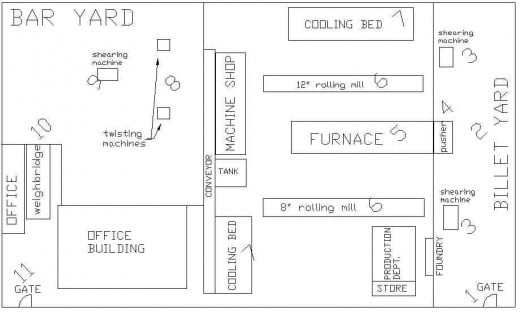
Steel rolling mills may closely resemble the figure as shown above. Bar rolling i.e. rolling of steel is carried out in following order at this particular facility:
- Trucks or trailers carrying billets from billet making industries enter the billet yard.
- Billets are unloaded in the billet yard by an overhead crane.
- Unloaded billets are either moved to the platforms of shearing machines or are cut into pieces of smaller lengths by oxy-acetylene torches. Pneumatically operated shearing machines shear the billets into smaller sizes.
- Sheared billets are piled over one another manually and these piles are picked by overhead crane that lifts it to the raised platform of pusher. Billets are placed manually in front of pusher. Pusher then pushes the billets into the furnace.
- In furnace billets are heated to over 1200 degree Celsius. When billets reach the other end of the furnace they are hot enough to be rolled.
- Red-hot billets are then pulled from the furnace on to the conveyor, which transports it to the rolling stand. Rolling process is composed of stage-wise rolling of steel. After passing through rolling stands several times (depending upon the type of bar required) they are taken to the cooling bed. Steel rolled in to bars by 12” mill is transported to the cooling bed by conveyor while bars are hurled on to the cooling bed by laborers in case of 8” mill.
- Bars are air-cooled while on cooling bed. Chains carry the bars and transport them at snail’s pace to the conveyor. Slow speed of chains allows sufficient time for bars to cool down. Cooling bed adjacent to 8” mill drops the bars on to a conveyor which takes them to the bar yard. The other cooling bed drops them directly in to the bar yard without employing any conveyor.
- If TOR bars are being manufactured, they have to be twisted. The twisting machines carry out twisting.
- Finally the ends of twisted bars (and the untwisted ones) are sheared off by a shearing machine. Ends are sheared because they are often cracked.
- The finished product is then loaded on to trucks and weighed on weighbridge.
- After taking clearance, trucks leave the premises with ready-to-use bars.
FURNACE
Furnace is the heart of this factory. Rolling is impossible without heating the billets. Billets are heated so as to make them soft and suitable for rolling. Moreover heating also prevents residual stresses. Furnace has three parts: walls, roof and hearth (floor). Furnace is lined with several layers of refractory bricks. It is insulated by glasswool. Heating zone of the furnace has temperature of 1000 degree Celsius. Low Alumina bricks are used for this zone. Soaking zone has temperature in excess of 1200 degree Celsius. High Alumina bricks are used for this zone.
FOUNDRY
There’s a small foundry beside the billet yard. This foundry is used for the casting of keys and couplings. Keys and couplings wear out and lose their metal in powdery form over time and therefore have to be replaced. The worn-out keys and couplings are melted and this molten metal is reused for casting. About 60% of the metal is recovered this way.
Keys and bearings are made from brass. This particular alloy is used for their manufacturing to prevent their fusion welding with the shaft.
SHEARING MACHINES
Shearing machines are used to cut billets in to pieces. There are two shearing machines. One is used to shear heavy billets while other shears light billets. Shearing machines have pneumatically operated clutches. A compressor generating pressure of 6 bars supply air to the shearing machine.
MAINTENANCE
Every Friday maintenance is carried out. Following are the few operations that are carried out for maintenance:
The grooves of rolls wear out within a week. In order to remake the TOR and deformed profiles these rolls are replaced.
Furnace is also cleaned. Billets melt partially while in furnace. This molten metal sticks to the hearth. This metal has to be removed with a long chisel and hammer.
Oxidized steel flakes deposit on roller stands. These form a sludge-like substance when they mixed with water (cooling water).
Water is used as coolant for rolls. Flood application of water causes rolls to corrode rapidly. Bolts also corrode. They don’t come off easily and are removed by melting them.
Corroded rolls are taken to the workshop where welder deposits layers of metal on them. These layers are then machined by lathe machines to produce desired profiles.
Black grease is applied generously wherever required.
COOLING BED
Cooling bed, as the name suggests, is where finished bars are placed for cooling.Cooling bed is simply a raised platform with chains ‘wrapped’ round it. Chains roll on sprockets. These sprockets are mounted on a shaft, which rotates very slowly. Slow speed is maintained to allow time for bars to cool down. These chains carry the bars from one end to the other, from where it is dropped on to a conveyor. Cooled bars are then transported to a yard where they are cold worked, if required.
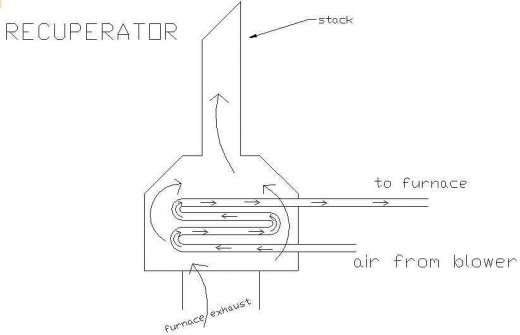
RECUPERATOR
For efficient combustion of natural gas air is also blown in to the furnace. In order to have a more efficient combustion air should be heated so that reaction (combustion) starts instantly and no heat is lost in raising the temperature of air to the required level. This heating is carried out by letting them to flow closely (without mixing) in a device called recuperator. Heat is transferred from hot exhaust gases to the air going into the furnace. These gases do not mix. Air passes through the tube bank that is enclosed by an outer shell through which exhaust gases pass.
HOISTS
Hoists are used to lift heavy machine elements and move them horizontally. Hoists are mounted on wide-flange beams (or I-beams). They carry heavy objects with the help of wire rope having hook attached to its end.
Rolls need to be changed often. Each weighs around ½ - 1 ton. Laborers cannot lift them. Therefore hoists are used. At this facility, hoists are mounted over both mills, over machine shop floor.
GRADES OF STEEL AND CLASSIFICATION OF BARS
Specifications of billets include steel grade, heat number and size.e.g. a billet may have a steel grade of SR24 and heat number 20392.[Here 24 in SR24 represents diameter of bar. And heat number is a number embossed on billets in order to keep track of the billets just in case anything goes wrong]
In this factory following bars were produced:
Deformed bars: Grade 60, 40
TOR bars: SR24
Standard followed: ASTM 615
Bars are classified by the method by which they are rolled e.g. DF 12mm or TOR 25mm. Deformed bars are dispatched without twisting while TOR bar has to be twisted. Bars are twisted because of structural requirements. TOR bars are cold worked later after leaving the mill. Helix angle of TOR bar is about 25 degrees.
SAMPLE COLLECTION (CHIPS FROM BILLETS)
Billet samples are taken from the billet yard. Samples are taken to the drill press where it is drilled. Resulting chips are collected and then sent to a testing lab for chemical examination in order to make sure that different elements are within prescribed limits.
TENSILE AND BENDING TEST
Small pieces from the final product are cut and taken to the testing lab for determining several properties like UTS, yield stress, percentage elongation, and weight per unit length.
Weight and the length of the piece are measured and weight/length is found out.
Marks are hammered on the piece at 4” intervals.
The piece is then fixed into the jaws of Universal Testing Machine and load is applied till the specimen fails.
Yield point stress and UTS are noted.
Percentage elongation is also measured.
Some bars exhibit cup and cone fracture.
Samples are also checked for sufficient ductility in bending. No readings are taken in this test. It is checked whether the bar is ductile enough that it does not fracture suddenly during bending.
8” ROLLING MILL’S CONFIGURATION
8” rolling mill has 1 roughing and 6 finishing stands. Roughing stands have plain rolls while finishing stands have grooved patterns on them.
Iron Rolling / Mill Rolling

12” ROLLING MILL’S CONFIGURATION
12” rolling mill has 3 roughing stands and 2 finishing stands.
Steel Process: Iron Rolling or mill rolling

MACHINES EMPLOYED FOR PRODUCTION
Following is the list of all the machines and equipments used there in the production process.
- Lathe Machines
- Drill press
- Universal Testing Machine
- Twisting machines
- Shearing machines
- Shapers
- Overhead crane
- Cooling beds.
- Rolling stands
- Oxy-acetylene flame torches
- Digital Tachometer
- Induction Motors (TOTAL: 4)
For 8” mill: 600hp
328hp
For 13”mill:
400hp
500hp






